Beyond instruments: streamlining process technology implementation in biopharmaceutical manufacturing
Colleagues from biopharmaceutical company MSD reveal what it takes to fully realise the benefits of PAT implementation.
Process analytical technology (PAT), namely at-line, online or inline instruments, may be represented by univariate sensors or more complex analysers and systems resulting in multivariate datasets. These can be pivotal for achieving high precision, efficiency and control, as well as continuous and automated manufacturing.
Here we provide an overview of the tasks involved in implementing PAT in a GMP environment, as well as opportunities for organisations to consider in the face of common challenges.
Implementing PAT in (bio)pharmaceutical manufacturing
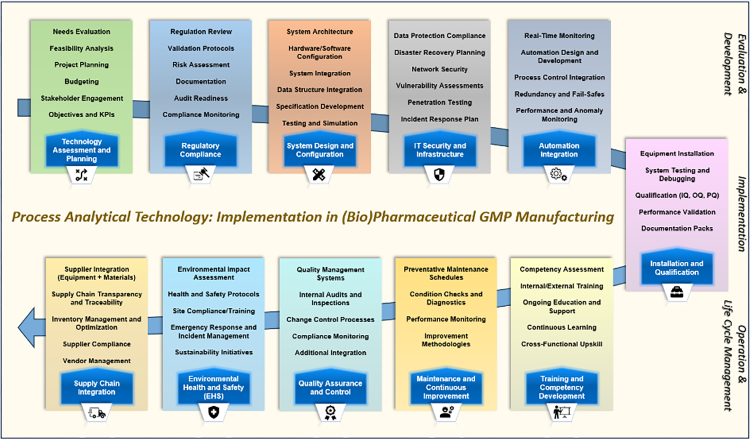
New sensors or larger equipment with more complex setups (software and hardware) require stringent procedures to become fully implemented in a good manufacturing practice (GMP) manufacturing facility.1 Such facilities are highly regulated, resulting in significant cost of introducing and maintaining technologies in commercial facilities as well as careful planning and supervision (Figure 1).
Given that multiple work packages may often start or end together, or else take longer than others (Figure 1), the introduction of new PAT requires assessment and planning by multiple departments. The needs evaluation helps conduct a gap analysis to identify ongoing or foreseen limitations in general biologics manufacturing processes, and to define the specific needs for the implementation,2 such as real-time monitoring, automation and faster time-to-market. Feasibility analysis helps evaluate the technical requirements for integrating PAT tools with existing or upcoming systems, processes and workflows, and to assess the financial aspects including return on investment (ROI) projections, as well as budget allocations.

Figure 1: Process analytical technology – implementation in (bio)pharmaceutical GMP manufacturing.
Next, budgeting is an important factor to estimate values of purchases, maintenance, hardware, software, training, contingency budgets and overall, any work package referenced in Figure 1. As for stakeholders, engaging cross-functional teams is essential due to their specialisation and expertise as subject matter experts, eg, finance to R&D, quality, IT, supply chain. The objectives and key performance indicators (KPIs) are ultimately established and tied to business goals.
Under regulatory compliance, we have listed several tasks, although many others in Figure 1 may be directly or indirectly related. To give examples, such a work package focuses on the identification of regulations (ICH Q2 R2,3 Q8-Q14,4-10 FDA PAT guidance,11 EMA Annex 1512), some of which may be mainly guidance documents with recommendations and flexibility when it comes to PAT.
But the experience of larger teams can help ensure alignment with global standards and avoid issues down the line with product filing and batch integrity. Next, validation protocols13 are developed. Risk assessments help identify critical process parameters (CPPs) and critical quality attributes (CQAs) and establish risk-based approaches to prioritise areas for PAT deployment. Any documentation, such as validation reports then helps with compliance and later regulatory submissions and requests. In addition, these tasks support audit readiness and execution, and it is recommended to include PAT in any internal/external audits or mock inspections.14
…system performance should be continuously monitored to identify areas for improvement and to directly and indirectly use methodologies (Lean, Six Sigma, Kaizen) to enhance PAT functionalities and algorithms through lessons learned”
Given that PAT can be used for monitoring and control and is set up as part of other systems and larger infrastructure, system design and configuration encompasses tasks to design a scalable system architecture that supports integration with upstream and downstream processes, and configure the required hardware and software such as that required to link platforms, sensors and databases to handle and process multivariate data analysis (MVDA) and other chemometrics.
Robust IT security and infrastructure is a strict necessity for large organisations.15 This includes network security and cybersecurity measures to protect sensitive data and prevent breaches, but also for data protection compliance with regional and applicable laws and regulations. Moreover, disaster recovery planning is needed to minimise downtime and system failures; incident response planning is to address potential threats; and regular vulnerability assessment and penetration testing are to identify weaknesses.
The system design and configuration, and the IT security and infrastructure, are also contributing factors for the successful automation integration of PAT. This other work package aims to ensure the design and development of automated workflows for real-time monitoring (live tracking of CPPs and CQAs) and decision-making, such as for process control (feedback and feedforward control loops) and dynamic optimisation. In more advanced and mastered setups, this can be expanded to robotics and artificial intelligence (AI) for opportunities in enhanced precision and efficiency.
The above requirements are taken into consideration when building installation and qualification protocols, which are crucial to fully control and track equipment installation and software configuration. This includes performing qualifications, system testing and debugging, and documenting all activities and test results. The organisation should then carry out process performance qualification under actual conditions of manufacturing, to establish calibration plans, maintenance schedules and record keeping.
This brings us to the maintenance and continuous improvement goals, where preventative maintenance schedules are established to prolong equipment lifespan, and condition monitoring tools are employed to proactively detect issues. Moreover, system performance should be continuously monitored to identify areas for improvement and to directly and indirectly use methodologies (Lean, Six Sigma, Kaizen) to enhance PAT functionalities and algorithms through lessons learned. Any recurring issues should also be corrected via actions under the root cause analysis routine.
One element that project managers often forget or underestimate is the environmental, health and safety (EHS) tasks”
Operating PAT from hardware to software, in a manufacturing suite, would not be successful without training and competency development to track training status in a learning management system for individuals. Training programmes must be tailored based on the technology itself, the operator level and responsibility. Learning should continue afterwards to enhance skills and knowledge, and foster innovation.
In all tasks, quality assurance and control experts are involved directly and indirectly,16 whether through being document reviewers and approvers, as subject matter experts of the overall implementation and compliance, or throughout deviation management, corrective and preventative actions (CAPAs), and quality notifications. They should remain informed, knowledgeable of the PAT, monitor compliance regularly, especially if PAT is directly involved in drug substance production and the instruments are product-contact and in the regulatory filing dossier.
Accordingly, PAT implementation should be aligned with the quality management system (QMS) and local quality chapters/units. There should be internal audits and inspections to ensure adherence to the standards. Finally, any updates or modifications to PAT instruments, consumables and configuration should also be managed via change control procedures and tracked following good documentation practice (GDP).
in a commercial GMP environment with locked processes and highly regulated documents, supply chain integration and a defined lifecycle management strategy is a must for PAT”
One element that project managers often forget or underestimate is the environmental, health and safety (EHS) tasks. Some PAT tools may adopt specific configurations, eg, requiring autoclaving, exposure to lasers or sharps, cable management, manual handling and waste disposal. These should all be known in advance, with sustainable practices adopted to safeguard operators but also to comply with regulations (both local and international), to enhance quality standards and batch success and to minimise emergency response needs and incident occurrence.
Sustainability initiatives may follow over the longer term, focusing on energy and operational-efficient technologies and practices.
Finally, in a commercial GMP environment with locked processes and highly regulated documents, supply chain integration and a defined lifecycle management strategy is a must for PAT. The supply chain team should remain updated about PAT parts and materials, to optimise inventory levels and forecasts, hence ensuring timely delivery and support.
Opportunities for growth with PAT
PAT can support advanced growth initiatives. This may be a short-term goal, eg, as soon as a new tool is introduced, or a long-term one, eg, when early-stage planning is recommended to incorporate any goal(s) into project work packages (Figure 1).
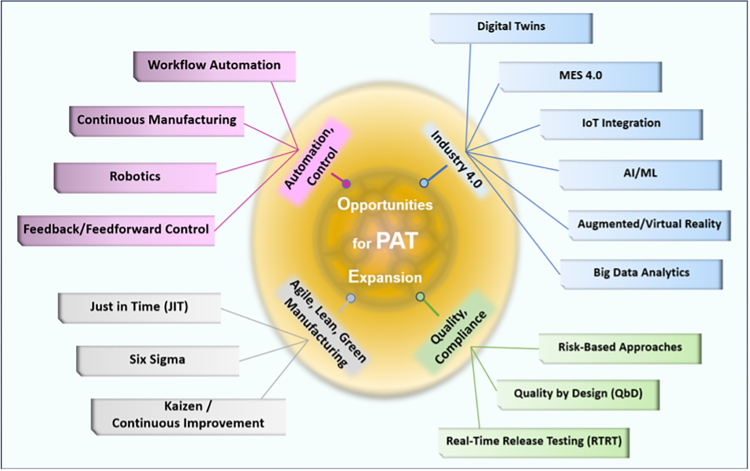
Figure 2 outlines four main topics where PAT can play an important role: (1) Industry 4.0 concepts; (2) lean and agile manufacturing; (3) automation and control; (4) quality and compliance.
Industry 4.0 principles have been discussed for over a decade (and more recently, Industry 5.019). These can include the digital twin strategy, with models that can be enhanced by PAT’s real-time, data-rich measurements16-17 to simulate manufacturing processes for optimisation and troubleshooting. Models can be further supported by predictive analytics to even detect anomalies. Large decision trees and nodes can then be built for AI and machine learning (ML) purposes.
Ideally, organisations should aim to build these models and enable data exchange between sites and platforms via Internet of Things (IoT) integration. Large datasets (big data analytics) can be analysed to uncover trends at an accelerated rate to improve efficiency. This information, especially when obtained in real time, can aid rapid detection and action. Ultimately, a smart, next-generation manufacturing execution system (MES) can be envisioned that incorporates many elements discussed in this article and integrates PAT for smarter operations.
Figure 2: Short and long-term opportunities for PAT expansion.
Next, for Automation and Control, PAT can help to dynamically adjust process parameters and optimise performance via feedback and even feedforward control loops. It can also reduce off-line sampling and manual handling, and build these models into automation workflows; hence, streamlining operations with minimal human intervention, even leveraging robotics for large, high-throughput factories. In certain processes that rely on continuous manufacturing, PAT that provides real-time, frequent data is crucial every hour, delivering measurements for many weeks without interruption.
Process technology can also assist with Lean and Agile Manufacturing methodologies known to be beneficial for product design and delivery. Feedback and the less-known feedforward loops, if driven by PAT, can foster continuous improvement (Kaizen). Moreover, variability and defects can be reduced (Six Sigma) by leveraging PAT-driven insights and data-rich measurements. Waste can be minimised in multi-step upstream and downstream processes too, by adjusting in real time the needs and outputs, and even ultimately aligning production with real-time demand, thereby supporting just-in-time (JIT) approaches.
Under Quality and Compliance, we listed three approaches (Figure 2) which may define the culture and principles of enhanced quality control. Quality by design (QbD) can ensure a consistent product quality by monitoring CQAs using PAT data, which can also be used to identify and mitigate risks following risk-based approaches (such as failure mode and effects analysis (FMEA)). More advanced, yet difficult to implement in a batch or continuous-based liquid manufacturing, is the real-time release testing (RTRT) supported by PAT, for verifying quality during production and enabling the start of the batch release process on the manufacturing floor.
What is slowing PAT adoption?
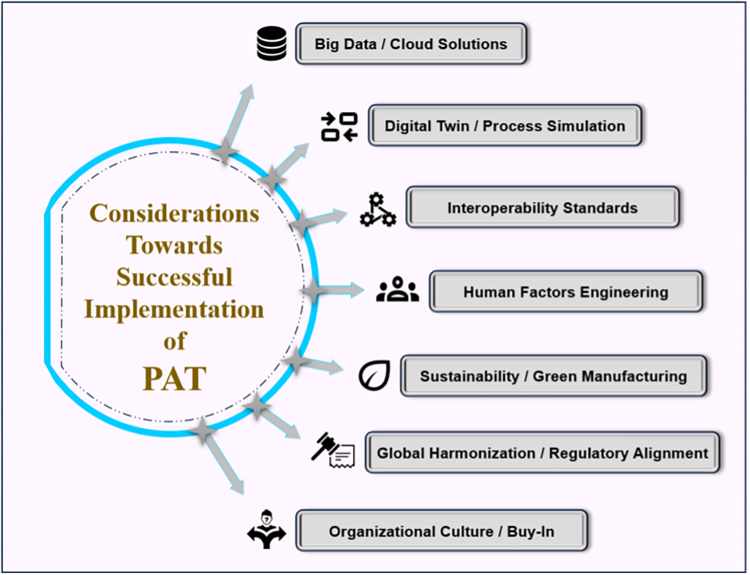
To maximise the benefits of PAT (Figure 2), advanced data management and governance empowered by big data and cloud solutions is needed for scalable processing of large datasets and real-time analytics generated by PAT setups. The challenges and limitations of deploying PAT are highlighted in Figure 3.
If a company wants to use digital twin technology and process simulation for its manufacturing processes to optimise operations prior to physical implementation, it should possess a strong knowledge of modelling and simulation, of the process science and technology, and of the PAT methods, while also being capable of fast adaptation during and after scale-up.
In the long term, once PAT expands more and becomes increasingly used in batch making and regulatory filing, cross-border alignment between regulatory bodies will become more common”
The implementation might require further investment and changes to the facility and infrastructure far beyond the PAT tool itself. This is where expertise with the industry and interoperability standards, of both the organisation and the technology producers, is critical. These ensure adherence to common standards like ISA-88/95 for enterprise control system integration and secure data exchange, and to make it more helpful and common for a technology to be compatible with any facility design.
Human factors engineering is important because ergonomics and usability helps to ensure the PAT is designed to be compatible with (or common as) existing and standard user interfaces and dashboards, for simple operation and minimal error.
Next is sustainability and green manufacturing.20 Not only is an energy-efficient PAT setup (equipment, hardware, labour, operation) needed, but an understanding of the potential energy and cost savings as an advantage of deploying said PAT, alongside any associated waste reduction, should also be established.
In addition, we highlighted global harmonisation21 because documents from regulatory agencies mentioning PAT usually contain guidance, to encourage innovation and different approaches in implementing and using PAT. Recently, the USP-NF announced plans to introduce a new guide dedicated to PAT.
Organisational culture and leadership buy-in is an important part of integrating PAT systems. Any cross-functional and multi-departmental support and work needed to implement a PAT and expand its role in a factory must be secured and endorsed by senior leadership who can drive the financial and cultural acceptance of PAT, particularly to ensure the continuous internal commitment post-implementation.
Figure 3: Current factors slowing PAT adoption in GMP organisations.
Summary
In the long term, once PAT expands more and becomes increasingly used in batch making and regulatory filing, cross-border alignment between regulatory bodies will become more common, to keep abreast of emerging trends and best practices and to agree on as many expectations and requirements as possible.
About the authors
Toufic Arnaout is a senior scientist at MSD Ireland supporting the establishment of PAT in GMP suites since 2022. He previously completed a joint master’s degree at University Paris Descartes/Ecole Polytechnique/Paris-Orsay (France) and a PhD at Trinity College Dublin (Ireland) in protein biophysics and crystallography, followed by several roles in EU startups and companies focused on devices, instruments and process science and technology of small and large molecules.
Oliver Steinhof currently leads the PAT Implementation team in biologics analytical R&D at MSD and holds a diploma in inorganic chemistry from Technische Universität Brauschweig. He also holds a doctorate of science degree in industrial chemistry from the University of Stuttgart.
John Corcoran currently works as a scientist in the PAT Implementation team in biologics analytical R&D at MSD BioNX and holds a BSc in biological sciences with a Year In Industry from the University of East Anglia. He is currently pursuing a masters in biopharmaceutical engineering at University College Dublin.
Andy Kavanagh is currently an associate principal scientist at MSD. He holds a BSc in chemical & pharmaceutical sciences and a PhD in chemo/biosensor design and characterisation, both from Dublin City University.
References
1. Bliesner DM. 2020. Laboratory Control System Operations in a GMP Environment. 1st ed. Hoboken: John Wiley & Sons.
2. Jacobs T, Signore AA. (eds.), 2016. Good Design Practices for GMP Pharmaceutical Facilities. 2nd ed. Boca Raton: CRC Press.
3. International Council for Harmonisation (ICH), 2022. Q2(R2) Validation of Analytical Procedures: Text and Methodology.
4. International Council for Harmonisation (ICH), 2009. Q8(R2) Pharmaceutical Development.
5. International Council for Harmonisation (ICH), 2005. Q9 Quality Risk Management.
6. International Council for Harmonisation (ICH), 2008. Q10 Pharmaceutical Quality System.
7. International Council for Harmonisation (ICH), 2012. Q11 Development and Manufacture of Drug Substances (Chemical Entities and Biotechnological/ Biological Entities).
8. International Council for Harmonisation (ICH), 2019. Q12 Technical and Regulatory Considerations for Pharmaceutical Product Lifecycle Management.
9. International Council for Harmonisation (ICH), 2022. Q13 Continuous Manufacturing of Drug Substances and Drug Products.
10. International Council for Harmonisation (ICH), 2022. Q14 Analytical Procedure Development and Revision.
11. U.S. Food and Drug Administration (FDA), 2004. Process Analytical Technology (PAT) – A Guide for Industry.
12. European Commission, 2015. Draft Annex 15: Qualification and Validation.
13. Chaudhary T, Kumar A, Raj ND, et al. An Exhaustive Review On Recent Trends In Analytical Methods: Development Strategies And Recent Applications. Current Indian Science, 2024; 2(1).
14. Edik M. GMP Audits in Pharmaceutical and Biotechnology Industries. 2024. Boca Raton, FL: CRC Press.
15. Salmenperä M, Vilkko M. Computerized Systems’ Role Determination In Pharmaceutical Manufacturing Process. 2024.
16. Bhatnagar A, Yadav S, Achanta V, et al. Handbook of Quality System, Accreditation and Conformity Assessment. 2025.
17. Ciano MP, Dallasega P, Orzes G, Rossi T. One-to-one Relationships Between Industry 4.0 Technologies And Lean Production Techniques: A Multiple Case Study. International Journal of Production Research, 2020; 58(5), 1386-1410.
18. El Arnaout T, Cullen PJ, Sullivan C. A Novel Backlight Fiber Optical Probe And Image Algorithms For Real Time Size-Shape Analysis During Crystallization. Chemical Engineering Science, 2016; 149, 42-50. Pergamon.
19. Grosse EH, Sgarbossa F, Berlin C, Neumann WP. Human-Centric Production And Logistics System Design And Management: Transitioning From Industry 4.0 To Industry 5.0. International Journal of Production Research. 2023; 61(22), 7749-7759.
20. Abualfaraa W, Salonitis K, Al-Ashaab A, Ala’raj M. Lean-Green Manufacturing Practices And Their Link With Sustainability: A Critical Review. Sustainability. 2020; 12(3), 981.
21. Lezotre PL. International Cooperation, Convergence And Harmonization Of Pharmaceutical Regulations: A Global Perspective. Academic Press. 2013.
Related topics
Artificial Intelligence, Big Data, Biopharmaceuticals, Drug Manufacturing, Good Manufacturing Practice (GMP), Industry Insight, Manufacturing, Process Analytical Technologies (PAT), QA/QC, Quality by Design (QbD), Regulation & Legislation, Technology, Therapeutics