Biologics – manufacturing trends in a modern facility
Posted: 12 February 2024 | Liam Dunne, Liam Dunne (MSD) | No comments yet
Liam Dunne, MSD Biotech Site Lead, speaks to Danielle Barron about how the Dublin site is leveraging the latest technologies, from real-time process monitoring to the latest upstream techniques, helping to ensure reliability and quality of global supply.
Credit: MSD
Bringing a therapeutic to market is a long and complex process. ‘From bench to bedside’ is a well-known aphorism that merely hints at the arduous journey drug treatments must undergo from their position as a candidate molecule or soon to be explored pathway, to becoming a tablet, injection, or infusion administered to patients worldwide.
The scientific rigour of development and the various regulatory hurdles involved mark most of that journey. But scaling up production and ensuring global supply of sensitive biological pharmaceuticals is a remarkable process that embodies Industry 4.0 – the rapid technological advancement that is characterising the fourth industrial revolution – and the very latest in advanced manufacturing technologies.
Extensive upstream and downstream development is needed to achieve robustness of the commercial manufacturing process, make the drug product at scale and deliver on consistent product quality”
The product lifecycle from discovery of druggable targets to commercialisation of the product takes several years. Extensive upstream and downstream development is needed to achieve robustness of the commercial manufacturing process, make the drug product at scale and deliver on consistent product quality. Every stage is imbued with a need for speed given the unmet needs patients face. In a modern manufacturing facility, sophisticated biologics analytical R&D are responsible for this, determining the unique ‘thumbprint’ of the product and ensuring the preservation of the product quality profile from the first deliveries made to the last.
MSD Dublin Biotech is a digitally-enabled biologics drug substance facility, which plays a pivotal role in the manufacture of MSD’s biologics‑based medicines. It is capable of supplying these potentially life-changing biologics to more than 650,000 cancer patients annually around the world. How does it do this? Liam Dunne, MSD Biotech Site Lead, explains that the site operates at the forefront of science and technology with 15,000L-scale, repeatable, robust manufacturing processes to produce highly sensitive monoclonal antibodies (mAbs).
Manufacturing biologics-based medicines is a complex but fascinating endeavour. At MSD Biotech, the process begins with single cloned cells, which are then grown and multiplied in aqueous-based systems from flasks, through single-use bioreactors and then through stainless steel bioreactors, each capable of holding 15,000 litres. After six weeks of cell mitosis (division and duplication), a therapeutic mAb is produced. The product is purified, formulated and then sterile‑filled into vials and syringes for administration to patients.
Understandably, this process is tightly controlled and highly standardised. Steps to optimise the process can always be taken, Dunne notes, such as making careful changes in upstream or downstream, but the quality of the product must always remain the same.
Upstream and downstream innovation
To this end, MSD Biotech Dublin uses innovative processing technology and digital innovation in executing, controlling, monitoring and optimising all aspects of operations. These innovative technologies include highly automated, fully digitalised process analytics technologies (PAT), as well as automated and robotic testing technologies to confirm product quality. “Machine learning, as well as augmented reality and virtual reality techniques, are used to deliver ongoing scheduling, maintenance, operations and process improvement,” says Dunne.
The complex and intricate processes involved in upstream and downstream manufacturing are highly refined, he notes. Upstream manufacturing involves the inoculation, incubation and expansion of cells in bioreactors to promote growth of the protein of interest. The process, which starts with a single vial, ultimately produces 15,000L of cell culture fluid within a production reactor. This is harvested through a centrifuge and filtered into the first downstream production vessel. Downstream processing then involves capturing the protein of interest and completing a series of purification steps across eight unit operations to produce the final formulated product, which is then sent for forward processing.
Cutting-edge technologies ensure this process is optimised to be as streamlined and efficient as possible, says Dunne. One such technology being employed is alternating tangential flow filtration (ATF) perfusion. He outlines this novel technology that is often used in the biopharmaceutical industry and now being implemented for biologics processes. “It allows for continuous addition of fresh media and removal of spent media, ensuring a continuous fresh nutrient supply to bioreactor cells and the ongoing removal of cell waste and metabolites,” he explains. “This significantly improves growth conditions, allowing for a 10-fold increase in viable cell density, meaning more protein production, and also reduces the time spent culturing cells in the bioreactor, meaning more batches can be delivered.”

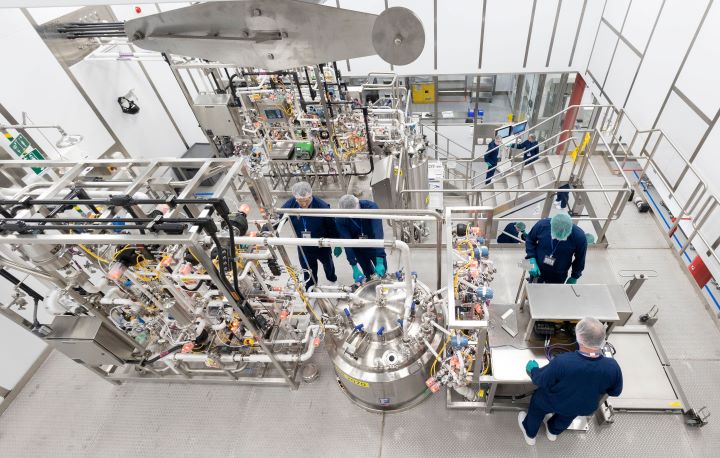
Credit: MSD Biotech Dublin facility and team
Creating the cell line factories in the large‑scale bioreactors for manufacture is a long and complicated process, with significant time dedicated to cell-line development (8-12 months) within the product development cycle. This is followed by multiple-week lead times for inoculum expansion and seed expansion before production, which also takes weeks. As part of the upstream process, a reliable platform supports speed to the clinic, with a strong reliance on platform processes and high throughput tools for experimentation. The downstream process ensures cell removal, virus safety, and impurity removal. “There are 22 tests required to characterise and release a typical therapeutic protein but advances in analytics mean these can now be moved to the process floor through the incorporation of PAT,” says Dunne. “This ensures that product quality is maintained throughout the product development lifecycle.”
Four key principles
The development of MSD Biotech Dublin was launched with the vision of ensuring a consistent and unrestricted supply of innovative immuno‑oncology products to patients around the world. To develop and maintain this world‑leading facility, the MSD Biotech Dublin team has focused on four key principles to ensure an innovative and efficiency-driven approach: Reliability, Lean Manufacturing, Digitalisation and a High Performing Culture.
Dunne offers some key examples of each:
- Reliability: ‘Right first time’ successful on‑time process performance qualification (PPQ) lots started less than three years after facility construction commenced – with no quality or contamination issues
- Lean manufacturing: The Merck Production System (MPS) programme continually challenges MSD Biotech Dublin to eliminate waste and encourages all employees to be effective problem solvers and ensure the patient is in mind when driving business improvement
- Digitalisation: With real-time process monitoring and a dedicated manufacturing, science and technology laboratory onsite, MSD Biotech Dublin was successfully able to improve yields by 25 percent per batch
- High Performing Culture: Employees are the driving force behind everything they do. Having successfully recruited 380 employees since 2018, their aim is to manage retention levels of 92 – 95 percent, providing the necessary operational stability while also creating room for personal growth and development opportunities in the organisation. Since transitioning from start-up phase to full operational capability they consistently achieve retention rates of 93 – 94 percent.
optimisation of the process and investment in new technologies has enabled the site to further enhance manufacturing capabilities to triple output annually, meaning more patients can avail of potentially life-changing medicines – and the facility is now targeting to serve 650,000 patients annually by 2026″
Adhering to these principles has allowed the facility to achieve an industry leading ramp-up rate and economy of scale. “Indeed, optimisation of the process and investment in new technologies has enabled the site to further enhance manufacturing capabilities to triple output annually, meaning more patients can avail of potentially life-changing medicines – and the facility is now targeting to serve 650,000 patients annually by 2026,” says Dunne. “By leveraging the latest innovation in lean, agile and flexible models, the state-of-the-art site is primed to meet the always-evolving healthcare needs of populations worldwide”.

Liam Dunne joined MSD 27 years ago, first in the Ballydine Site in Ireland, where he held various roles in operations and technical support. He then moved to other MSD locations, notably in Singapore as technical operations head and the US to lead Global Pharmaceutical Commercialisation across drug substances, products and packaging. Since 2021, Liam Dunne is the site head of MSD Biotech in Dublin. He graduated from University College Dublin with a degree in chemical engineering and completed an MSc in pharmacy at the University of Manchester.
Issue
Related topics
Biologics, Biopharmaceuticals, Bioprocessing, Bioproduction, Drug Manufacturing, Manufacturing, Technology, Therapeutics