Featured content

Movement, speed and numbers: contribution of cleanroom operators to particle control
Tim Sandle explores the main factors that influence particle accumulation in pharmaceutical cleanrooms, advising how best to control risks and minimise operator contamination.
 Article
ArticleERA Pooling Project to support compliance with new environmental requirements
The German Pharmaceutical Industry Association has launched the ERA Pooling Initiative, a collaborative project enabling marketing authorisation holders to share environmental data, reduce duplicative testing and meet tightening regulatory requirements.
 Article
ArticleCHO perfusion model lifts yield by letting cellular waste build up
A hybrid model built into commercial software and running a self-driving bioreactor has found that unmeasured cellular waste, not the usual metabolites, throttles perfusion yields.
 Report
ReportPharma Horizons: Process Analytical Technology (PAT)
The definitive guide to transitioning from manual, offline batch testing to automated, continuous biomanufacturing.
News
 News
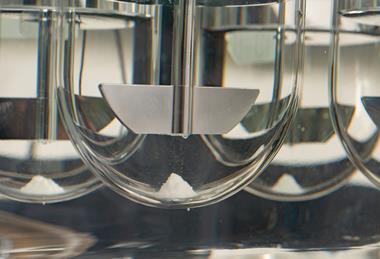
NewsEuropean Pharmacopoeia opens revised monograph Macrogols (1444) for consultation
New publication aligns with Eur. Ph.’s initiatives aimed at safeguarding contamination of ethylene glycol and diethylene glycol in pharmaceutical excipients.
 News
NewsBiopharmaceutical PAT market forecast to reach $4.32bn
Growing demand for real-time process monitoring and more consistent biopharmaceutical manufacturing is expected to drive investment in process analytical technology.
 News
NewsSanofi’s MenQuadfi approval expanded to infants from six weeks in Europe
Broader indication boosts protection against invasive meningococcal disease across a wider paediatric population in the EU.
 News
NewsBioNTech appoints Guido Oelkers as new Chief Executive Officer
German biotech’s incoming leader set ahead of its goal of having multiple approved products by 2030.
From our partners

Ensuring drug quality: mastering stability testing in pharma
Join this webinar to discover how UV-Vis spectroscopy and gas chromatography support API monitoring, testing and analysis.

Pharma Horizons: Nitrosamines
EPR’s 2026 nitrosamines report covers the key developments in manufacturing, quality, regulation, analytical development and beyond.

Regulatory shifts ahead: preparing for EU pharmaceutical reform and FDA changes
With the EU’s pharmaceutical legislation reform soon to come into force, regulatory experts outline what is changing across both US and European frameworks and how sponsors can position pipelines ahead of implementation.
Opinion and interviews

Real-time Raman spectroscopy closes bioprocess control measurement gap
Manual sampling cycles leave bioreactor control decisions hours behind culture dynamics. Process Raman spectroscopy offers continuous, real-time measurement of critical parameters, enabling true closed-loop control in perfusion and continuous bioprocessing applications where measurement lag directly impacts yield and product quality.

Process Raman spectroscopy: closing biomanufacturing’s measurement infrastructure gap
The biopharmaceutical industry has embraced Pharma 4.0 concepts, but the measurement infrastructure required to realise autonomous facilities and continuous bioprocessing remains underdeveloped. Process Raman spectroscopy offers continuous, non-destructive monitoring at frequencies aligned with cell culture dynamics, bridging the gap between control system capabilities and available data.
- Previous
- Next






Join now
Unlock exclusive industry insights
- Bookmark articles and resources to access anytime
- Enjoy free access to industry leading resources, webinars and insights
- Stay informed with the latest news and breakthroughs in drug discovery
- Receive updates and recommendations tailored to your research interests
Upcoming Webinars

Webinar
Implementing reporter assay-based MAT for rapid pyrogen detection
Join this webinar to discover how reporter assay-based MAT can help laboratories accelerate pyrogen testing, simplify workflows and support the transition to animal-free testing while maintaining confidence in results.

Webinar
Regulatory shifts ahead: preparing for EU pharmaceutical reform and FDA changes
With the EU’s pharmaceutical legislation reform soon to come into force, regulatory experts outline what is changing across both US and European frameworks and how sponsors can position pipelines ahead of implementation.

Webinar
Ensuring drug quality: mastering stability testing in pharma
Join this webinar to discover how UV-Vis spectroscopy and gas chromatography support API monitoring, testing and analysis.

Webinar
Modernising pharma QA/QC laboratories: preparing for a more connected, compliant future
Join this webinar to discover how modern QA/QC laboratories are embracing digital transformation to enhance compliance, workflows and data integrity to build a more connected, future-ready pharmaceutical quality ecosystem.
Implementing reporter assay-based MAT for rapid pyrogen detection
Regulatory shifts ahead: preparing for EU pharmaceutical reform and FDA changes
Ensuring drug quality: mastering stability testing in pharma
Modernising pharma QA/QC laboratories: preparing for a more connected, compliant future
On-demand Webinars
- Previous
- Next